





-
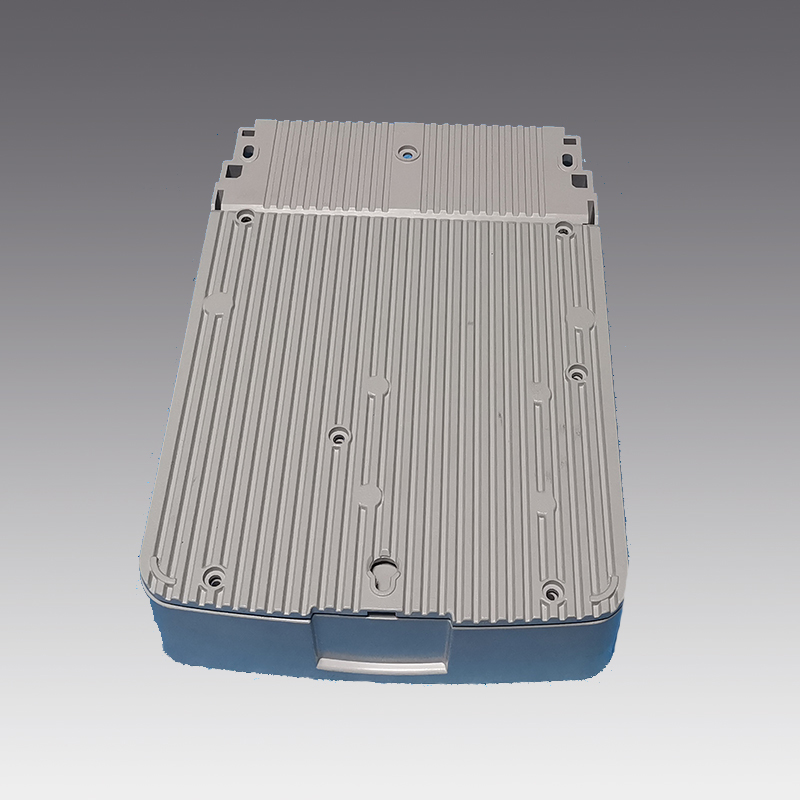
常见的几种修复压铸件模具的方法

压铸件精度较高、尺度安稳、一致性好、加工余量很小2、能够压铸出螺纹、线条、文字、图画和符号:压铸填充进程始终是在压力效果下进行的,关于峰谷、凸凹、窄槽等形状都能明晰地压铸出来。因而,压铸能够压出非常明晰的螺纹、线条、文字、图画和符号。
넶146 2023-02-14
-
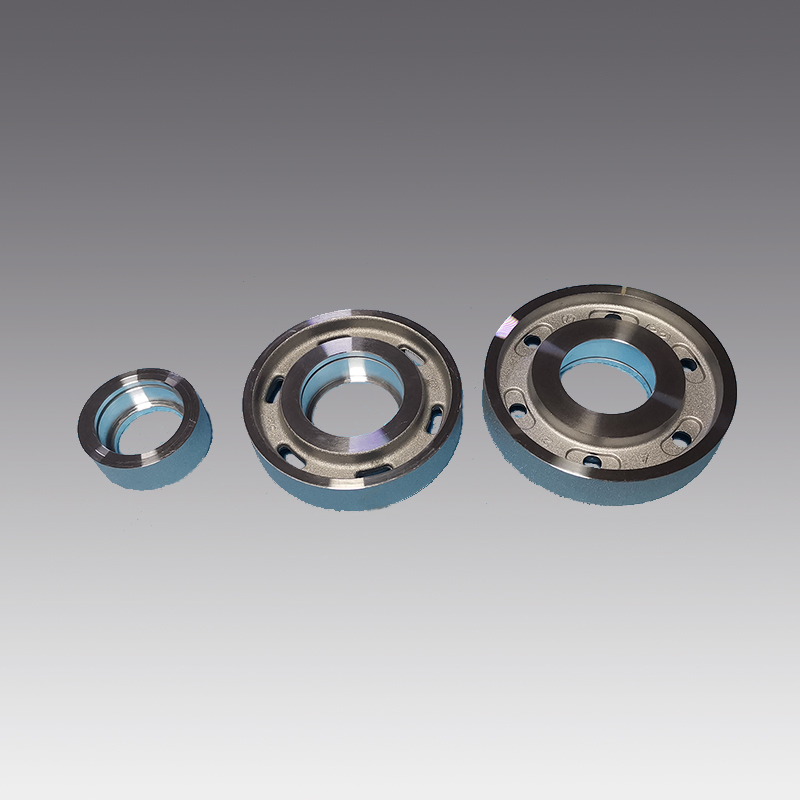
锌铝压铸模具怎么预防表面软点
压铸件精度较高、尺度安稳、一致性好、加工余量很小2、能够压铸出螺纹、线条、文字、图画和符号:压铸填充进程始终是在压力效果下进行的,关于峰谷、凸凹、窄槽等形状都能明晰地压铸出来。因而,压铸能够压出非常明晰的螺纹、线条、文字、图画和符号。
넶28 2023-02-14
-
铝压铸模具过程问题解决
压铸件精度较高、尺度安稳、一致性好、加工余量很小2、能够压铸出螺纹、线条、文字、图画和符号:压铸填充进程始终是在压力效果下进行的,关于峰谷、凸凹、窄槽等形状都能明晰地压铸出来。因而,压铸能够压出非常明晰的螺纹、线条、文字、图画和符号。
넶33 2023-02-14